機(jī)械加工與磨削:車削加工出基本外形。精密磨削:這是**關(guān)鍵的一步。使用高精度軋輥磨床�����,磨削出精確的輥型(如CVC��、SmartCrown等復(fù)雜曲線)和特定的表面粗糙度(如毛面輥的粗糙度控制)�。檢測(cè):全程進(jìn)行超聲波探傷、硬度檢測(cè)�、金相組織分析等,確保產(chǎn)品質(zhì)量����。六、常見(jiàn)失效形式正常磨損:輥面均勻磨損�,粗糙度降低��,是正常的失效形式�����,通過(guò)磨輥修復(fù)��。剝落(掉肉):輥面或次表面因疲勞裂紋擴(kuò)展而導(dǎo)致大塊金屬脫落�,是嚴(yán)重的失效形式。熱裂紋(龜裂):由熱疲勞引起,表面出現(xiàn)網(wǎng)狀微裂紋��。輕微的可通過(guò)磨削去除��,嚴(yán)重的會(huì)導(dǎo)致剝落�����。勒痕(壓痕):帶鋼上的硬質(zhì)異物(如焊渣��、鐵屑)被壓入輥面形成的凹坑�。斷輥:**災(zāi)難性的失效,通常由應(yīng)力集中���、材料缺陷或操作不當(dāng)引起���。七、使用與維護(hù)軋輥管理:現(xiàn)代冷軋廠都有嚴(yán)格的軋輥管理系統(tǒng)��,跟蹤每支輥的軋制量��、磨削量���、使用歷史等�。周期磨削:根據(jù)軋制噸位或表面質(zhì)量情況,定期將工作輥從機(jī)架上換下���,送至磨輥間進(jìn)行磨削����,去除疲勞層和缺陷����,修復(fù)輥型和粗糙度。表面毛化處理(ESD/EDT/Laser):對(duì)于需要生產(chǎn)無(wú)光表面(如汽車板)的工作輥��,在精磨后還需進(jìn)行毛化處理�,用電火花或激光在輥面制造出均勻、耐用的微小凹坑����。具有優(yōu)異的抗疲勞與抗裂性能,能在高應(yīng)力����、高轉(zhuǎn)速及長(zhǎng)周期運(yùn)行條件下保持穩(wěn)定的尺寸精度����。河北國(guó)產(chǎn)軋輥質(zhì)檢

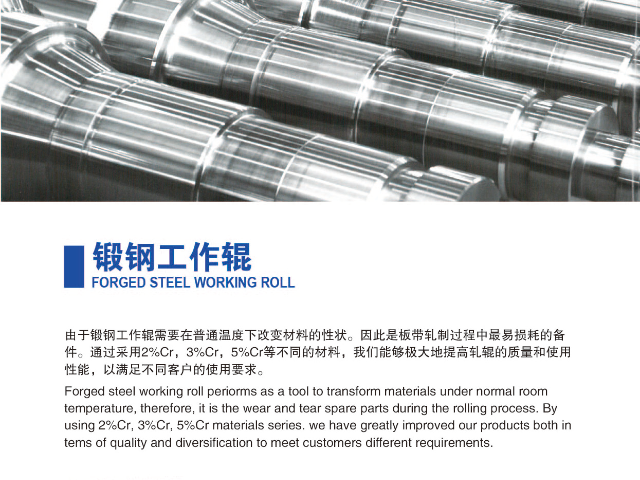
熱軋工作輥通常采用高碳��、高合金的鑄鋼或鍛鋼材料��,主要元素包括:1.碳(C)作用:**重要的元素��。與鉻���、鉬、釩等形成堅(jiān)硬的碳化物��,是輥身硬度和耐磨性的主要來(lái)源�����。含量范圍:通常在0.4%~0.9%之間�����。含量過(guò)低則硬度不足���,過(guò)高則脆性增加�����。2.鉻(Cr)作用:提高淬透性:使輥身厚度方向能獲得均勻的高硬度�。形成碳化物:形成(Fe,Cr)?C?或(Fe,Cr)??C?等碳化物,顯著提高耐磨性��。提高抗氧化和耐腐蝕性:有助于抵抗軋制過(guò)程中水和氧化鐵皮的腐蝕����。含量范圍:1.5%~5.5%,是除碳外**重要的合金元素��。炭素軋輥質(zhì)檢?輥套可采用高速鋼等耐磨材料�����,輥芯選用韌性好的鋼材����,提升整體性能。
維護(hù)要點(diǎn):定期磨削: 當(dāng)輥面出現(xiàn)微小疲勞裂紋��、剝落或磨損超差時(shí)���,必須及時(shí)從軋機(jī)上拆下�,上車床進(jìn)行重新磨削�����,以恢復(fù)其幾何精度和表面質(zhì)量����。無(wú)損檢測(cè): 定期使用超聲波等無(wú)損探傷技術(shù)檢查輥?zhàn)觾?nèi)部和表面是否存在裂紋,防止斷輥等嚴(yán)重事故����。在線管理: 在大型軋鋼廠,通常會(huì)有一套完整的軋輥管理系統(tǒng)�,跟蹤每支輥的使用周期、磨削歷史和服役狀態(tài)����。冷軋中間輥遠(yuǎn)非一個(gè)簡(jiǎn)單的“傳力”部件,它是實(shí)現(xiàn)高精度�、高質(zhì)量冷軋帶材生產(chǎn)的關(guān)鍵技術(shù)裝備。其可橫移的特性賦予了軋機(jī)強(qiáng)大的板形控制能力��,是現(xiàn)代冷軋機(jī)區(qū)別于傳統(tǒng)軋機(jī)的重要特征���。從某種意義上說(shuō)�,對(duì)中間輥性能的理解和控制水平�����,直接反映了一個(gè)冷軋工廠的技術(shù)實(shí)力和產(chǎn)品質(zhì)量水平。
鍛鋼中間輥是六輥或十二輥軋機(jī)中連接工作輥與支承輥的重要部件��,主要用于調(diào)節(jié)軋制壓力和板帶形狀�����,保證產(chǎn)品厚度與平整度���。該輥采用質(zhì)量合金鋼經(jīng)模鍛����、調(diào)質(zhì)�����、深冷處理及精密磨削制造����,內(nèi)部組織均勻致密,具備**度�、高韌性和良好的耐磨性。輥面經(jīng)強(qiáng)化熱處理后具有優(yōu)異的抗疲勞與抗裂性能���,能在高應(yīng)力��、高轉(zhuǎn)速及長(zhǎng)周期運(yùn)行條件下保持穩(wěn)定的尺寸精度����。鍛鋼中間輥在軋制過(guò)程中起到傳遞軋制力與分配負(fù)載的作用����,廣泛應(yīng)用于冷軋及精密板帶生產(chǎn),是提高軋機(jī)性能與產(chǎn)品質(zhì)量的重要關(guān)鍵部件冷軋工作輥�����、熱軋工作輥����、各類支撐輥。
為適配寬厚板生產(chǎn)線�����,常州康普斯冶金設(shè)備科技有限公司研發(fā)的大型寬厚板軋輥單重可達(dá) 50 噸��,采用整體鍛造工藝�����,內(nèi)部組織均勻無(wú)缺陷。公司的大型鍛造車間配備 12000 噸液壓機(jī)�����,可實(shí)現(xiàn)大型軋輥的整體鍛造��,避免分段鍛造導(dǎo)致的結(jié)合面缺陷����。熱處理過(guò)程中,通過(guò)可調(diào)節(jié)前列的熱處理支架���,確保輥體長(zhǎng)達(dá) 5 米的表面加熱均勻�,硬度差≤3HRC���。在 20mm 厚鋼板軋制中����,該軋輥可承受 10000kN 軋制力�����,鋼板平面度誤差控制在 2mm/m 以內(nèi),滿足橋梁用鋼的嚴(yán)苛標(biāo)準(zhǔn)�����,已應(yīng)用于國(guó)內(nèi)多座大型橋梁用鋼生產(chǎn)項(xiàng)目�����。軋輥鑲套技術(shù)對(duì)制造和裝配精度要求較高���。湖南鍛鋼軋輥?zhàn)稍儓?bào)價(jià)
其采用高強(qiáng)度合金鋼經(jīng)模鍛、調(diào)質(zhì)�����、深冷處理和精密加工制造.河北國(guó)產(chǎn)軋輥質(zhì)檢
常州康普斯冶金設(shè)備科技有限公司的鍛鋼軋輥依托便于拆裝的斜孔成型車床���,實(shí)現(xiàn)軋輥內(nèi)部油路孔����、定位孔的高效加工���。公司自主設(shè)計(jì)的斜孔成型車床已獲得國(guó)家**��,其空心板與調(diào)節(jié)螺栓的組合結(jié)構(gòu)�,是研發(fā)團(tuán)隊(duì)結(jié)合 1000 余組加工數(shù)據(jù)優(yōu)化而成,能很大程度減少裝夾誤差��?�?招陌迮c調(diào)節(jié)螺栓的組合設(shè)計(jì)�����,使工件裝夾時(shí)間縮短至 5 分鐘以內(nèi)����,鉆孔位置誤差控制在 ±0.1mm。軋輥加工過(guò)程中���,采用**磨削裝置的三角桿與滑動(dòng)套板結(jié)構(gòu)���,配合螺紋抵觸桿的柔性限位,既保證夾持穩(wěn)定性�����,又能在磨削過(guò)載時(shí)實(shí)現(xiàn)緩沖保護(hù)��。在不銹鋼冷軋生產(chǎn)線中,這款軋輥可將帶鋼厚度公差控制在 ±0.003mm����,滿足食品級(jí)不銹鋼薄板的嚴(yán)苛要求,目前已為國(guó)內(nèi) 5 家大型不銹鋼企業(yè)提供批量供貨服務(wù)�����。河北國(guó)產(chǎn)軋輥質(zhì)檢
常州康普斯冶金設(shè)備科技有限公司在同行業(yè)領(lǐng)域中����,一直處在一個(gè)不斷銳意進(jìn)取����,不斷制造創(chuàng)新的市場(chǎng)高度,多年以來(lái)致力于發(fā)展富有創(chuàng)新價(jià)值理念的產(chǎn)品標(biāo)準(zhǔn)��,在江蘇省等地區(qū)的冶金礦產(chǎn)中始終保持良好的商業(yè)口碑�,成績(jī)讓我們喜悅,但不會(huì)讓我們止步�,殘酷的市場(chǎng)磨煉了我們堅(jiān)強(qiáng)不屈的意志,和諧溫馨的工作環(huán)境����,富有營(yíng)養(yǎng)的公司土壤滋養(yǎng)著我們不斷開(kāi)拓創(chuàng)新����,勇于進(jìn)取的無(wú)限潛力����,常州康普斯冶金設(shè)備科技供應(yīng)攜手大家一起走向共同輝煌的未來(lái),回首過(guò)去�,我們不會(huì)因?yàn)槿〉昧艘稽c(diǎn)點(diǎn)成績(jī)而沾沾自喜,相反的是面對(duì)競(jìng)爭(zhēng)越來(lái)越激烈的市場(chǎng)氛圍�,我們更要明確自己的不足,做好迎接新挑戰(zhàn)的準(zhǔn)備����,要不畏困難,激流勇進(jìn)�����,以一個(gè)更嶄新的精神面貌迎接大家���,共同走向輝煌回來(lái)��!