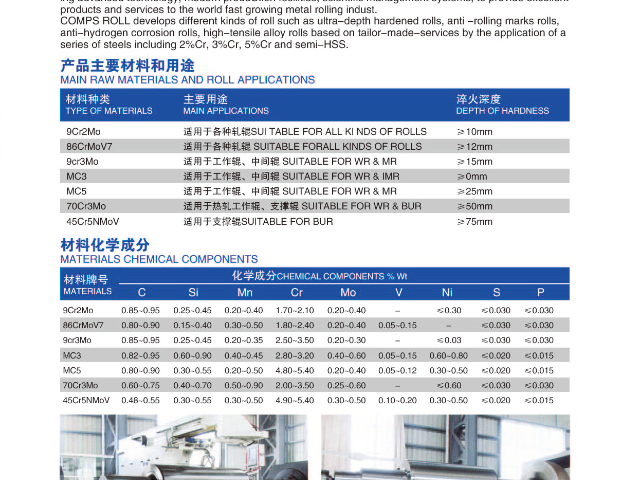
根據(jù)在軋機(jī)中的位置和功能,軋輥主要分為兩大類:1. 工作輥這是直接與鋁材接觸����,完成主要變形任務(wù)的軋輥。功能: 傳遞軋制力��,使鋁材發(fā)生塑性變形�。其表面質(zhì)量、硬度����、剛度和精度直接印刻到鋁材表面���。特點(diǎn):尺寸: 通常直徑較小,以降低軋制力�。材質(zhì): 要求極高,通常為高級合金鍛鋼(如86CrMoV7)或高速鋼��,具有極高的硬度��、耐磨性和抗疲勞強(qiáng)度���。應(yīng)用: 用于熱軋����、冷軋�����、箔軋的所有階段�。2. 支撐輥位于工作輥的上方或下方,用于支撐工作輥���。功能: 防止工作輥在巨大軋制力下發(fā)生彎曲變形����,保證板形的平直度�。它不直接接觸鋁材。特點(diǎn):尺寸: 直徑非常大�,以提供強(qiáng)大的剛性。材質(zhì): 通常為鉻鋼(如70Cr3Mo�、75CrMo)等,具有**度和韌性����。冷軋工作輥、熱軋工作輥��、各類支撐輥�。云南鍛鋼軋輥廠家直銷

常州康普斯冶金設(shè)備科技有限公司的金屬導(dǎo)輥采用 “基材鍛造 + 表面強(qiáng)化” 的復(fù)合工藝,基材選用質(zhì)量 42CrMo 合金鋼�,經(jīng)調(diào)質(zhì)處理后確保強(qiáng)韌性;表面采用高速鋼堆焊技術(shù)����,形成厚度 3-5mm 的耐磨層。公司對基材的鍛造過程實(shí)行全程質(zhì)量監(jiān)控�,每批次基材都需進(jìn)行金相組織檢測,確保無內(nèi)部疏松���、裂紋等缺陷��。堆焊過程中�����,上料翹板的傾斜設(shè)計與支撐座的滑動調(diào)節(jié)���,使輥體旋轉(zhuǎn)更平穩(wěn)��,熔覆層結(jié)合強(qiáng)度達(dá) 350MPa 以上�����。在重卷機(jī)應(yīng)用中�����,該導(dǎo)輥可承受 2000m/min 的線速度�,表面磨損量控制在 0.02mm / 萬小時�����,較普通導(dǎo)輥維護(hù)頻率降低 70%�,某重型機(jī)械企業(yè)使用后����,年減少導(dǎo)輥更換成本超 80 萬元�����。湖南軋輥報價工作輥在高壓條件下保持穩(wěn)定的幾何形狀和軋制精度�。
通過 “堆焊強(qiáng)化 + 熱處理優(yōu)化 + 鑲套保護(hù)” 的復(fù)合工藝����,常州康普斯冶金設(shè)備科技有限公司的長壽軋輥使用壽命較傳統(tǒng)產(chǎn)品提升 2-3 倍。公司針對軋輥使用壽命短的行業(yè)痛點(diǎn)�����,整合多項**技術(shù)����,形成系統(tǒng)化的長壽軋輥解決方案,經(jīng)過多家企業(yè)驗證����,使用壽命提升效果***。高速鋼堆焊層提供優(yōu)異耐磨性��,雙頻淬火確保硬度均勻,**鑲套機(jī)構(gòu)防止意外損傷����。在鋼鐵熱軋生產(chǎn)線中,該軋輥單役期從 3 個月延長至 9 個月��,換輥次數(shù)從每年 4 次降至 1-2 次�����,大幅減少停機(jī)損失����,某鋼鐵企業(yè)使用后,年減少停機(jī)損失超 600 萬元��。
熱軋工作輥通常采用高碳�、高合金的鑄鋼或鍛鋼材料,主要元素包括:1.碳(C)作用:**重要的元素��。與鉻�、鉬、釩等形成堅硬的碳化物�,是輥身硬度和耐磨性的主要來源。含量范圍:通常在0.4%~0.9%之間�。含量過低則硬度不足���,過高則脆性增加。2.鉻(Cr)作用:提高淬透性:使輥身厚度方向能獲得均勻的高硬度�����。形成碳化物:形成(Fe,Cr)?C?或(Fe,Cr)??C?等碳化物�����,顯著提高耐磨性����。提高抗氧化和耐腐蝕性:有助于抵抗軋制過程中水和氧化鐵皮的腐蝕��。含量范圍:1.5%~5.5%���,是除碳外**重要的合金元素�����。輥頸部分具備優(yōu)良的抗沖擊能力���,輥身則具有出色的硬度與耐磨性�����,能長期承受高應(yīng)力運(yùn)行����。
常州康普斯冶金設(shè)備科技有限公司的鍍鋅板軋輥表面采用陶瓷涂層處理����,結(jié)合**磨削工藝,涂層厚度均勻性達(dá) ±0.005mm�����,摩擦系數(shù)低至 0.06�����。公司的陶瓷涂層生產(chǎn)線采用等離子噴涂技術(shù)�,涂層與基體結(jié)合強(qiáng)度高,經(jīng)過多次冷熱循環(huán)測試無脫落現(xiàn)象�。雙頻淬火爐的精確溫控系統(tǒng),確保涂層與基體結(jié)合牢固�����,附著力達(dá) 50MPa 以上。在鍍鋅板連續(xù)生產(chǎn)中����,該軋輥可有效防止鋅層粘連,板面鋅層厚度公差控制在 ±2μm����,產(chǎn)品合格率提升至 99.5%,某鍍鋅板企業(yè)使用后��,年減少因鋅層粘連導(dǎo)致的廢品損失超 150 萬元���。熱連軋機(jī)工作輥/支撐輥跨產(chǎn)線改制�、精軋高速鋼工作輥尺寸改制����、線棒材粗軋輥復(fù)活�����、高合金軋輥修復(fù)�����。云南鋁軋輥推薦廠家
無損探傷(如超聲波檢測)、熱處理工藝(如淬火+回火)����、機(jī)械加工與尺寸修正、有限元分析進(jìn)行強(qiáng)度校核��。云南鍛鋼軋輥廠家直銷
機(jī)械加工與磨削:車削加工出基本外形�����。精密磨削:這是**關(guān)鍵的一步���。使用高精度軋輥磨床���,磨削出精確的輥型(如CVC、SmartCrown等復(fù)雜曲線)和特定的表面粗糙度(如毛面輥的粗糙度控制)�。檢測:全程進(jìn)行超聲波探傷、硬度檢測����、金相組織分析等,確保產(chǎn)品質(zhì)量�����。六、常見失效形式正常磨損:輥面均勻磨損���,粗糙度降低���,是正常的失效形式,通過磨輥修復(fù)���。剝落(掉肉):輥面或次表面因疲勞裂紋擴(kuò)展而導(dǎo)致大塊金屬脫落�,是嚴(yán)重的失效形式����。熱裂紋(龜裂):由熱疲勞引起,表面出現(xiàn)網(wǎng)狀微裂紋����。輕微的可通過磨削去除,嚴(yán)重的會導(dǎo)致剝落����。勒痕(壓痕):帶鋼上的硬質(zhì)異物(如焊渣��、鐵屑)被壓入輥面形成的凹坑。斷輥:**災(zāi)難性的失效����,通常由應(yīng)力集中、材料缺陷或操作不當(dāng)引起����。七、使用與維護(hù)軋輥管理:現(xiàn)代冷軋廠都有嚴(yán)格的軋輥管理系統(tǒng)�����,跟蹤每支輥的軋制量�����、磨削量��、使用歷史等��。周期磨削:根據(jù)軋制噸位或表面質(zhì)量情況�����,定期將工作輥從機(jī)架上換下�����,送至磨輥間進(jìn)行磨削,去除疲勞層和缺陷����,修復(fù)輥型和粗糙度。表面毛化處理(ESD/EDT/Laser):對于需要生產(chǎn)無光表面(如汽車板)的工作輥�,在精磨后還需進(jìn)行毛化處理,用電火花或激光在輥面制造出均勻�、耐用的微小凹坑。云南鍛鋼軋輥廠家直銷
常州康普斯冶金設(shè)備科技有限公司在同行業(yè)領(lǐng)域中���,一直處在一個不斷銳意進(jìn)取��,不斷制造創(chuàng)新的市場高度���,多年以來致力于發(fā)展富有創(chuàng)新價值理念的產(chǎn)品標(biāo)準(zhǔn),在江蘇省等地區(qū)的冶金礦產(chǎn)中始終保持良好的商業(yè)口碑���,成績讓我們喜悅���,但不會讓我們止步,殘酷的市場磨煉了我們堅強(qiáng)不屈的意志�,和諧溫馨的工作環(huán)境,富有營養(yǎng)的公司土壤滋養(yǎng)著我們不斷開拓創(chuàng)新���,勇于進(jìn)取的無限潛力�����,常州康普斯冶金設(shè)備科技供應(yīng)攜手大家一起走向共同輝煌的未來���,回首過去,我們不會因為取得了一點(diǎn)點(diǎn)成績而沾沾自喜���,相反的是面對競爭越來越激烈的市場氛圍����,我們更要明確自己的不足�,做好迎接新挑戰(zhàn)的準(zhǔn)備,要不畏困難�,激流勇進(jìn),以一個更嶄新的精神面貌迎接大家���,共同走向輝煌回來���!